「100年に一度の大変革期」と言われる自動車業界。その変化の速さと複雑さは品質管理体制にも大きなインパクトを与え、多くの企業ではIATF16949への準拠が、重要な課題となっています。 中でも、SPC(統計的工程管理)とMSA(測定システム解析)について、「聞いたことはあるが、詳しいことは分からない」という方も、まだまだ多いのではないでしょうか。
そこで本記事では、IATF16949において重要な役割を担うSPCとMSAに焦点を当て、その基礎知識からExcel管理の課題、専用ツールQ-DASによる効率化までを詳しく解説します。
IATF16949におけるSPCとMSAの重要性
自動車産業向けの品質マネジメントシステム(QMS)に関する国際規格、IATF16949。世界中の80,000社を超える企業が採用しており、自動車メーカーが自動車部品を調達する際の基準ともなっていることから、近年、日本においても取得に向けた動きが活発化しています。

IATF16949では効果的な品質マネジメントシステムを構築するために、以下の5つのコアツールが規定されています。
1.APQP:先行製品品質計画
2.FMEA:故障モード影響解析
3.MSA:測定システム解析
4.SPC:統計的工程管理
5.PPAP:生産部品承認プロセス
今回解説するSPCとMSAは、製造工程と測定システムのばらつきを管理し、品質を確保するために不可欠な手法です。
- SPC(統計的工程管理): 製造工程を統計的に管理し、品質のばらつきを抑えるための手法
- MSA(測定システム解析): 測定システムの妥当性を評価し、測定誤差を低減するための手法
IATF16949では、これらの手法の適切な適用が求められており、特に以下の点が重視されます。
工程能力の高さ
高い工程能力を持つことが要求され、工程能力指数、工程性能指数において、より厳しい基準値が設定されています。例えば、CpkやPpkが1.67以上であることが要求される場合があります。
サプライチェーン全体の品質管理
自社だけでなく、サプライヤーも含めたサプライチェーン全体での品質管理が求められます。自動車メーカーは、サプライヤーに対してSPCやMSAの実施を要求し、その結果を評価することがあります。
継続的な改善
SPCやMSAは単に現状を維持するだけでなく、継続的な改善を促進するためにも活用されます。
このようにSPCとMSAの適切な実施は、IATF16949認証取得の必須条件であるだけでなく、品質向上、コスト削減、顧客満足度向上にとっても重要です。
SPCとMSAとは?品質管理の基礎を解説
こうしたIATF16949におけるSPCとMSAの重要性を理解した上で、それぞれの基本的な概念について見ていきましょう。
SPCの基礎理解
SPCとは
SPC(Statistical Process Control:統計的工程管理)は、工程の状態を統計的に管理する手法です。
管理図などのツールを用いて、工程のデータを継続的に監視・分析することで、偶発的な変動と異常原因による変動を区別し、工程の安定性を維持・改善します。
管理図とは
管理図は、SPCにおいて主に用いられるグラフであり、工程の状態を時系列で視覚的に表現します。
管理図には、主に以下のような種類があります。
- X bar-R管理図:もっとも一般的な管理図であり、サブグループの平均と範囲をプロットします。サブグループ数は通常2~10です。
- X bar-S管理図:サブグループの平均と標準偏差をプロットする管理図であり、サブグループ数が5以上の場合に、より正確な管理が可能です。
- I-MR管理図:サブグループ数が1の場合や、連続的な測定に使用されます。
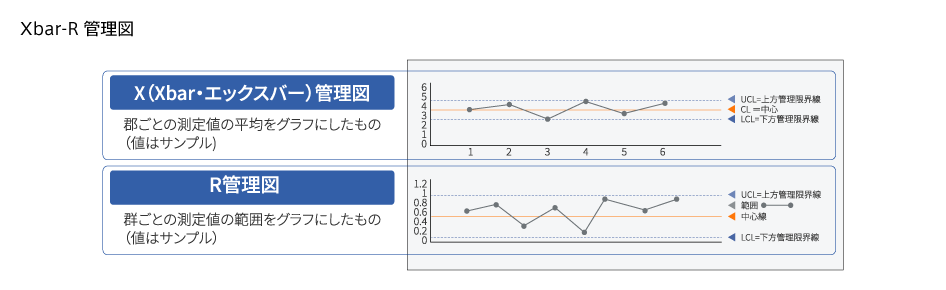
この中でもっとも代表的なのはX管理図とR管理図を上下に並べたXbar-R(エックスバー・アール)管理図です。双方の図には管理限界線が上下に引かれ、間には品質(長さや重さ)の平均値や範囲(最大値-最小値)が表されます。
管理図の作成においては、サブグループの設定が重要です。
サブグループとは、全体から選択されたより小さなグループの事であり、通常、以下のような同じ条件下で収集されたデータの集まりとなります。
- 時間順:同じ時間帯や同じシフトで生産された製品
- ロット順:同じロットから抽出されたサンプル
- 抜き取り検査:1回の抜き取り検査で抽出されたサンプル
これらサブグループ数により、選択される管理図の種類が、概ね決まります。
サブグループ数はデータの性質、サンプリングのし易さ、検出したい変化量などを考慮して決定します。
サブグループの数は、一度決めたら変更しない事が基本となるため、注意が必要です。
ここでは、Xbar-R管理図について解説します。
Xbar-R管理図では、2つのグラフが上下に表示されます。
- 上側のグラフがXbar管理図、サブグループの平均値を表示します。
- 下側のグラフがR管理図、サブグループの範囲・つまり最大値と最小値の差を表示しています。
この2つのグラフは2つで1つであり、分割できません。
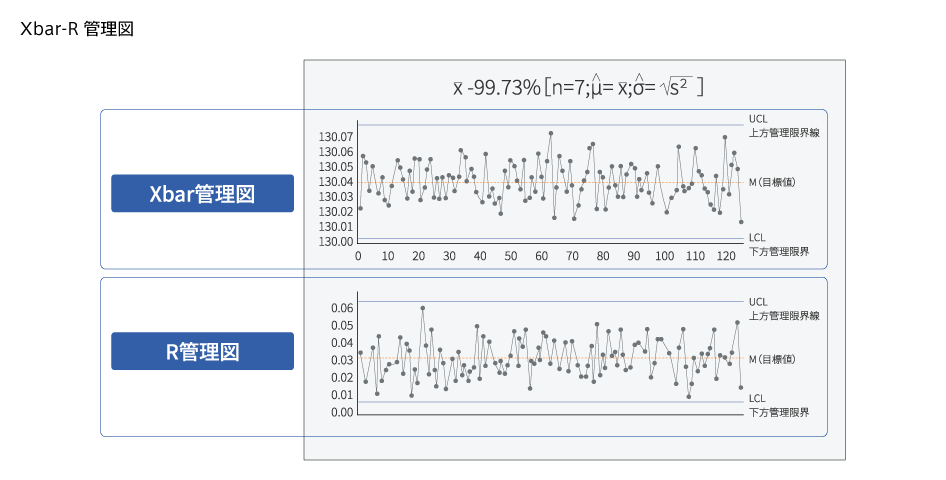
2つの管理図には、測定値から中心線±3σで算出された管理限界線が上下に引かれています。 これは一見すると公差のようですが、公差ではないことがポイントです。
通常、製造工程が正常な管理状態であれば、グラフは99.7%の確率で標準偏差3σ内に収束し、点は中心線の上下を適度に行き来します。しかし異常が発生した場合は、管理限界を超えたり、点が上下いずれかで連続したり、極端にジグザグしたりといった傾向が現れます。
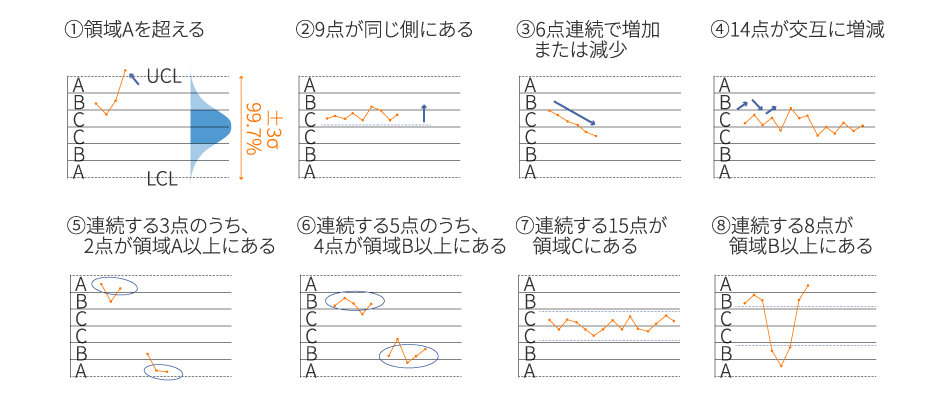
管理限界内であれば大きな異常ではないかもしれませんが、将来的に大きな問題につながる可能性があります。上記のような極端な傾向が見られる場合は、分析・予防・対策が必要ということになります。
工程能力指数(Cp/Cpk)とは
SPCにおける管理項目の一つに、工程能力指数(Cp/Cpk)があります。
工程能力指数とは、工程が要求された品質に対して十分な能力があるかを評価するための指標です。
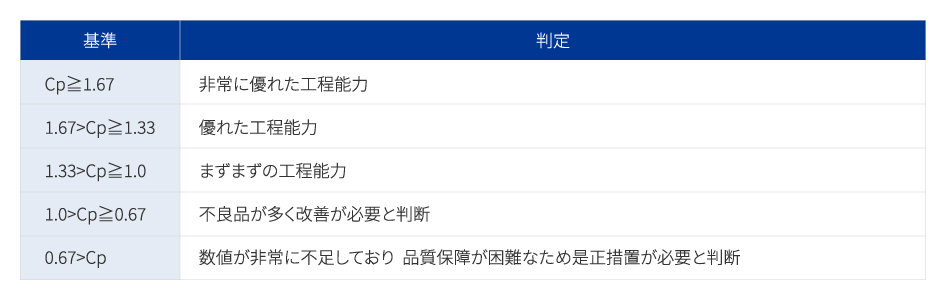
- Cp:測定値から算出された標準偏差と設計上の公差を用いて所定の数式によって算出される数値
- Cpk:設計値の公差の幅に対して、測定値のバラツキはどれくらい大きいのか?を数値化したもの
Cpは、その算出された数値によって基準と判定が以下のように定められており、判定基準は規格により変わるケースはあるものの、おおむね各国で同じ計算手法と概念で運用されています。
MSA(測定システム解析)の基礎理解
MSAとは
MSA(Measurement Systems Analysis:測定システム解析)とは、測定システムの妥当性を評価するための手法です。測定システムとは、測定に使用する機器、測定者、測定方法、測定環境など、測定に関わるすべての要素の集合です。
MSAを実施することで、測定結果の信頼性を評価し、測定誤差を低減することができます。
測定誤差の種類
すべての測定器に言えることですが、測定結果にはバラツキがあります。
MSAの考えとして、そのバラツキの要因はこれらのものがあると定義されています。
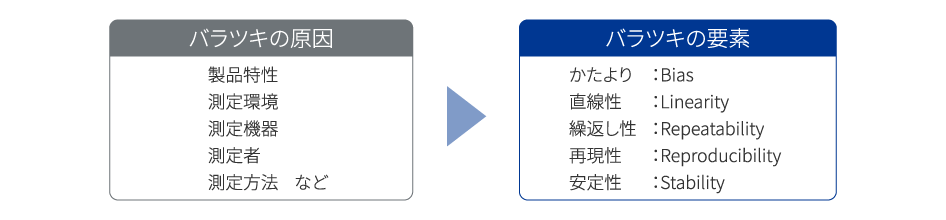
この考え方に基づき、MSAではさまざまな種類の測定誤差を評価します。
- かたより(Bias):同じ部品の同じ特性に関する真の値と測定値の平均との差
- 直線性(Linearity):計測範囲全体にわたるかたよりの差異
- 安定性(Stability):同じマスターまたは部品を長期間にわたって測定した場合の測定値の総バラツキ量
- GR&R(Gage Repeatability and Reproducibility):
– 繰返し性(Repeatability):同じ部品について同一の特性を1人の評価者が1台の計測器を数回使用して計測したときの計測値のバラつき
– 再現性(Reproducibility):同じ部品について同一の特性を異なる評価者が同一の計測器を使用して計測して得られた計測値の平均値のバラつき
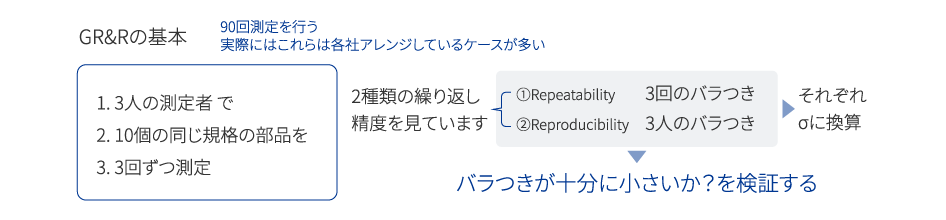
GR&Rの基本
GR&R分析では、3人の測定者が10個の同じ規格の部品を3回ずつ測定し、90回の測定を行います。
これにより、測定の繰り返し精度と測定者間のバラつきを評価します。
GR&R分析の結果は、測定システムの合否判定に用いられ、バラつきが十分に小さいことが求められます。
ANOVA法
GR&R分析の結果は、ANOVA(分散分析)法を用いて、機械のバラツキ(EV)、ヒトのバラツキ(AV)、モノのバラツキ(PV)などの要因に分解されます。
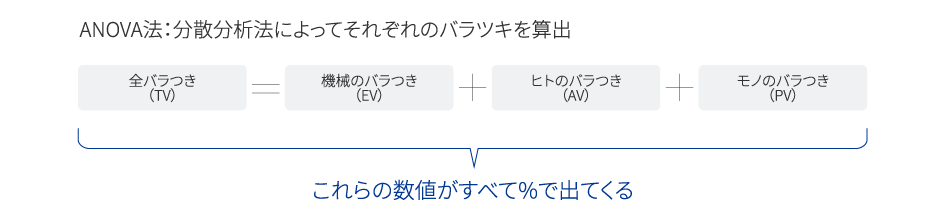
ANOVA法を用いることで、変動の要因を詳細に分析し、問題点を定量的に特定し、改善のための具体的な方法を示唆することができます。
GR&Rの判定と対応
GR&R分析の結果は、変動率(%GRR)として算出され、以下の基準で判定されます。
- 10%以下:合格
- 10~30%:条件付き合格
- 30%以上:不合格
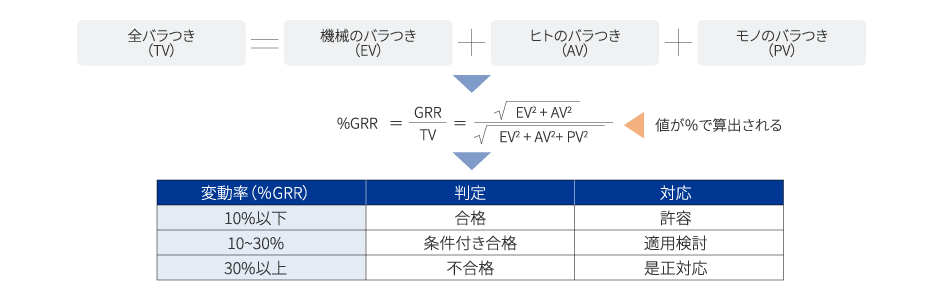
判定結果に応じて、測定システムの改善などの対応が必要となります。
ExcelによるSPC、MSAの問題点は?
多くの企業では、Excelなどの表計算ソフトを用いて、SPC、MSAを実行しています。Excelは自由度が高い反面、人手によって統計分析の計算式を入力することから、入力者の統計分析に関わる高い専門性が求められます。また、Excelで入力した計算式の妥当性を外部監査で問われるケースも増えてきており、解決策が求められています。
Excelでもある程度のSPC、MSAを行うことは可能です。関数やグラフ作成機能を利用することで、管理図の作成や工程能力指数の算出などを行うことができます。
しかし、Excelでの運用には、以下のような課題があります。
- データ量の限界:データ量が増えると、処理速度が低下し、分析に時間がかかる
- 集計・分析の煩雑さ:複雑な計算やグラフ作成には、高度なExcelスキルが必要
- 人的ミスのリスク:手作業でのデータ入力や計算により、ミスが発生する可能性が高まる
- トレーサビリティの確保:データの変更履歴管理や、誰がいつ測定したかの記録が困難
- リアルタイム性の欠如:現場で発生したデータをリアルタイムで分析することが難しく、異常の早期発見が遅れる可能性が高い
- 標準化の難しさ:複数の担当者が異なる方法でExcelを使用すると、結果の解釈にばらつきが生じる可能性がある
これらの課題により、ExcelでのSPC、MSAは、効率性、正確性、信頼性の面で限界があります。特に、IATF16949で要求される厳格な品質管理やトレーサビリティの確保には、専用ソフトウェアの使用が望ましいと言えます。
Q-DASでSPC、MSAを効率化!品質管理ソリューション
FMEAツール導入のメリットとして、分析項目の管理、関係性分析、変更管理、情報共有などが挙げられます。 IATF 16949の要求事項を満たす高品質なFMEAを、効率的に実施できます。
SPC/MSAにおいても、専用のソフトウェアを使用することで、同様のメリットが得られます。
そこでおすすめなのが、SPC・MSAに特化した専用ソフトウェアQ-DAS(キューダス)です。
Q-DASはリアルタイムでのデータ収集、自動分析、レポート作成などの機能を備えており、品質管理業務を大幅に効率化します。

Q-DASとは
Q-DASは、Hexagon社が提供する、SPC(統計的工程管理)やMSA(測定システム解析)などの品質管理業務を効率化するための専用ソフトウェアです。計測技術のリーディングカンパニーであるHexagonのQ-DAS部門は、ドイツのヴァインハイムに本部を置いています。
Q-DASは30年以上の実績があり、自動車業界を中心に世界で8,000を超える顧客、200,000を超えるユーザーに利用されています。ソフトウェアは21か国語に対応し、56カ国以上でインストールされています。
Q-DASは欧州の自動車業界のデファクトスタンダードであり、それはつまり、IATFを司っている人達の使用しているソフトウェアであるとも言えます。Q-DASのデータ形式そのものがISO標準(ISO/TR 11462-5:2023)として定義されており、幅広いデータ互換性を提供する標準フォーマットとなっています。
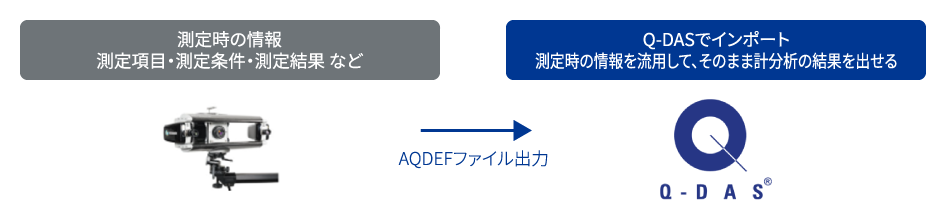
Q-DAS は100社を超えるパートナーを認証。AQDEF(Advanced Quality Data Exchange Format)をサポートしています。AQDEFは、測定データ転送のグローバルな業界標準であり、認証を受けた各メーカーの測定機やソフトウェアから測定項目や測定結果を読み込むことが可能です。
Q-DASの主な機能
測定データのリアルタイム収集、統計解析、管理図の自動作成、レポート作成などが挙げられます。
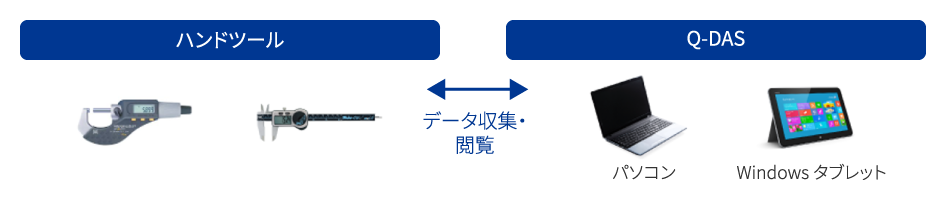
ハンドツール接続機能は、ハンドツールと接続することで容易に測定機とソフトウェアをつなげることができます。
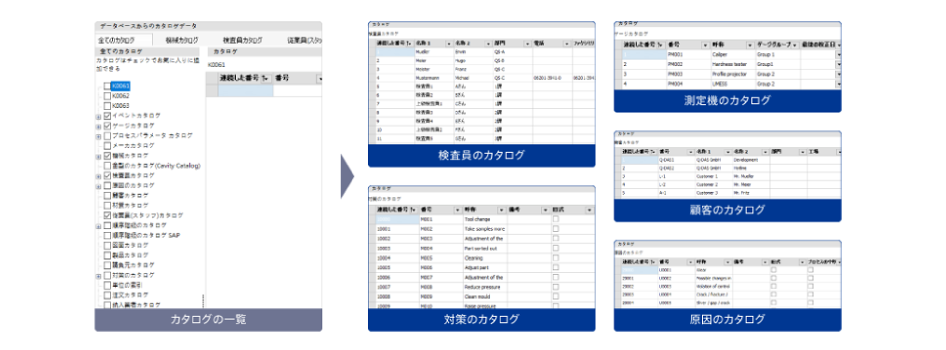
カタログ機能を活用すると、作業者や測定機の管理、キーワードの統一をすることができます。
SPC、MSAにおけるQ-DASの活用効果
Q-DASを導入することで、SPC、MSAにおいて以下のような効果が得られます。
- データ管理の効率化とヒューマンエラーの削減: 手作業によるデータ入力や管理を減らし、自動データ収集や入力支援機能によって、データ管理の手間を省き、人的ミスを防止します。
- リアルタイム分析による異常の早期発見と予防保全: 収集したデータをリアルタイムで分析し、管理図や統計指標を自動的に生成することで、異常な変動を早期に発見し、不良品の発生を未然に防ぎます。
- トレーサビリティの確保と監査対応の効率化: データの変更履歴や測定情報を正確に記録し、トレーサビリティを確保することで、監査対応を効率化します。
- 既存システムとの連携やカスタマイズの容易さ: 既存の生産管理システムや測定器との連携が容易であり、自社のニーズに合わせたカスタマイズが可能です。
- 標準化の推進: Q-DASを使用することで、SPC、MSAの手順や結果の解釈が標準化され、組織全体での品質管理レベルの向上に繋がります。
- FMEAツールとの連携: FMEAツールと連携することで、SPC/MSAデータをFMEAに活用するなど、より高度な品質管理も可能になります。
まとめ
Q-DASで品質管理のさらなる高度化を
IATF16949においてSPCとMSAは、品質向上、コスト削減、顧客満足度向上に不可欠な要素です。Excelでの運用には限界があり、Q-DASなどの専用ソフトウェアの導入がおすすめです。
Q-DASは、リアルタイムでのデータ収集、自動分析、レポート作成などの機能を備えており、品質管理業務を大幅に効率化。FMEAツールとの連携も可能であり、品質管理の高度化に大きく貢献します。
アルゴグラフィックスは、Q-DASの導入から運用までをトータルでサポートいたします。お客様の課題やニーズを丁寧にヒアリングし、最適なソリューションをご提案。豊富な経験と専門知識に基づき、導入計画の策定、システム構築、教育、保守まで、一貫したサービスを提供します。
「IATF16949対応に追われ、本来の業務に集中できない」「FMEAやSPC/MSAの実施に時間がかかり、品質改善に十分な時間を割けない」「ExcelでのFMEAやSPC/MSAに限界を感じている」「品質管理体制を強化し、競争力を高めたい」「Q-DASについてもっと詳しく知りたい」・・・このような課題をお感じになっていましたら、ぜひお気軽にお問い合わせください。
アンケートに回答するとeBOOK「IATF16949におけるSPC / MSAとは?」をダウンロードいただけます。
関連する記事へのリンク
-
2026.03.09
SOLIDWORKS Hints & Tips3 すぐ見つかる!すぐ使える!標準品のストックルーム「デザインライブラリ」のご紹介
- 生技
- 自動車
- ハイテク
- 産業機械
- 設計
- SOLIDWORKS
- Hints & Tips
-
2026.03.03
SOLIDWORKS Hints & Tips2 “ゼロクリック”でモデルの全てが丸わかり!? Feature Manager デザインツリー
- 生技
- 自動車
- ハイテク
- 産業機械
- 設計
- SOLIDWORKS
- Hints & Tips
-
2026.02.02
SOLIDWORKS Hints & Tips1 穴作成のマジックボックス「穴ウィザード」のご紹介
- 生技
- 自動車
- ハイテク
- 産業機械
- 設計
- SOLIDWORKS
- Hints & Tips
-
2026.01.24
ITインフラの刷新で進むDX!製造業が抱える5つの課題と解決のヒント
- 自動車
- ハイテク
- 産業機械
- 情報システム
- GPU
-

2025.12.15
AperzaTV講演動画 MODSIMで実現する設計と解析の統合
- 自動車
- 設計
- 解析
- MODSIM
- 対談
-
2025.12.08
A-SPICE準拠/ISO 26262対応に必須!SDVにおける要求からテストまでを統合するIBM ELM(Engineering Lifecycle Management)
- 自動車
- ISO26262
- A-SPICE
- ALM
-

2025.11.06
「解析待ち」のボトルネックを解消!設計者主導で開発プロセスを高速化するには?
- 自動車
- 設計
- 解析
- MODSIM
-
2025.09.01
次世代 EV 開発を加速する電磁界解析-CST Studio Suite の解析事例
- 自動車
- 解析
- 電磁ノイズ
- EV開発
- EMC
-
2025.07.16
IATF16949とFMEAへの対応課題を解決!FMEAツールによる品質管理の高度化とは
- 自動車
- 品証
- IATF
- AIAG&VDA
- FMEA
-

2024.11.21
マツダ株式会社 エンジニアリングVDI導入事例
- 自動車
- EV開発
- GPU
- お客様事例
-

2023.12.11
株式会社デンソー APIS IQ 導入事例
- 自動車
- 品証
- カーボンニュートラル
- FMEA
- お客様事例
-

2023.02.13
完全無料!eラーニングで基本操作が学べるAPIS IQ キャンペーン
- 品証
- IATF
- AIAG&VDA
- FMEA
- キャンペーン
-

2021.12.14
DX推進における新たな製品開発デジタル情報の流通・保証プロセスの実現
- 自動車
- 3D正
- ホワイトペーパー
-

2020.12.09
テイ・エス テック株式会社 3DEXPERIENCE CATIA(CATIA V6)導入事例
- 自動車
- グローバル開発
- CASE
- お客様事例

製品やソリューションについて、
お気軽にお問い合わせください。
